
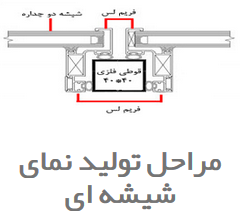
مراحل تولید نمای شیشه ای
مراحل تولید نمای فریم لس :
واحد آنودایزینگ و عملیات پیش از رنگ نمای فریم لس
ابتدا پروفیل های نمای فریم لس و قطعات در بسته های خاص قرار می گیرند، سپس این بسته ها بوسیله جرثقیل وارد وآن های مختلف شده و پس از طی زمان مشخص غوطه وری در هر یک مواد وان بعدی منتقل میگردند تا عملیات زیرسازی کامل شود. پروفیل ها پس از خشک شدن آماده رنگ پذیری میباشند.
واحد رنگ نمای فریم لس
پروفیل های زیر سازی شده پس از نصب روی قرارهای معین که به کانوایر(نوار نقالی) متصل هستند به داخل کابین پاشش منتقل می گردند. در داخل کابین رنگ پودری بوسیله دستگاه های الکترواستاتیک باردار شده و به قطعات پاشیده میشوند. پروفیل ها پس از گذر از کابین پاشش و ورود به کوره پخت رنگ، طول کوره را که دمای آن با دستورالعمل رنگ مورده استفاده تنظیم شده است طی ۱۵ دقیقه یا بیشتر می پیمایند. پروفیل ها پس از خروج از کوره و جدا شدن از قرارها و پس از کنترل به مرحله بعدی منتقل میشوند.
واحد آنودایز نمای فریم لس
آنادایزینگ بهترین و ساده ترین راه مبارزه با خوردگی بوده و می توان ارتباط لایه زیرین فلز را تا اندازه ای با محیط قطع کرد و موجب محافظت فلز شده . لایه آنادایزینگ به سبب ویژگی های منحصر به فرد از قبیل سختی بالا ، سبکی، مقاومت در برابر خوردگی و سایش، رنگ پذیری، عایق الکتریسیته، هدایت گرمای بالا و… در ساخت اغلب چهار چوب های در و پنجره، اجزای ماشین ها، ورق، پروفیل ها و… استفاده نمود. لایه آنادایزینگ با رنگهای متنوع و افکتهای زیبا و بی نظیر : براش – پولیش و مات، پاسخگوی نیاز سلایق مختلف خواهد بود
واحد رنگ های پودری الکترو استاتیک نمای فریم لس
رنگ های پودری قابل اجرا بر روی کلیه سطوح فلزی میباشند. از جمله مزایای رنگهای پودری می توان به تنوع رنگ و طرح، درصد براقیتهای متفاوت، سازگاری با محیط زیست، کیفیت و استحکام بالا دارا بودن قابلیت شستشو و مقرون به صرفه بودن آنها اشاره کرد، همچنین به دلیل انجام عملیات زیر سازی و پخت قطعات در کوره هایی که با دمای ۲۰۰درجه سانتیگراد و استفاده ار رزین های پایه پلی استر این رنگها در برابر گرما و اشعهUV از مقاومت بالاتری برخوردار می باشند .
مرحله برش کاری نمای فریم لس
پروفیل های رنگ شده طبق ابعادی که بر حسب اندازه گیری انجام شده از ساختمان بوسیله رایانه محاسبه شده و توسط اره های خاص بریده میشوند. این اره ها قابلیت تنظیم زوایا به صورت خودکار را دارند و فاصله بین دو فک اره نیز با یک خط کش الکترونیکی دقیق اندازه گیری میگردد. تیغه های ۵۰سانتی متری الماسه که در هنگام برش، روغنکاری میگردد نیز قابلیت برش پروفیل های قطور با کیفیت عالی را دارد.
مرحله فرزکاری نمای فریم لس
پروفیل های برش خورده بر حسب نیاز برای تعبیه محل قفل یراق آلات مربوطه و ایجاد آبرونی پنجره ها به محل فرز کاری منتقل می گردند.
مرحله پرس کاری و سوراخکاری و شیار زنی نمای فریم لس
در این مرحله شکافها و شیارهای مختلف مورد نیاز بر روی نقاط خاص پروفیل ها ایجاد میگردد.
مرحله مونتاژ نمای فریم لس
مونتاژ در گروه صنایع آلومینیوم پــرتو نــما نسبت به تیپ بندی پنجره ها به صورت های مختلفی انجام میگیرد که به اختصار می توان استفاده از گوشه های خاص، پیچ های آهنی، پانچ را نام برد که علاوه بر سرعت، دارای دقت، ظرافت و کیفیت بسیار بالا می باشند. لازم به ذکر است در مونتاژ هیچ یک از پنجره های شرکت از میلگرد آهنی استفاده نمیشود.
جهت مشاهده کاتالوگ محصولات نمای فریم لس به دانلود کاتالوگ محصولات مراجعه نمایید.





دیدگاه